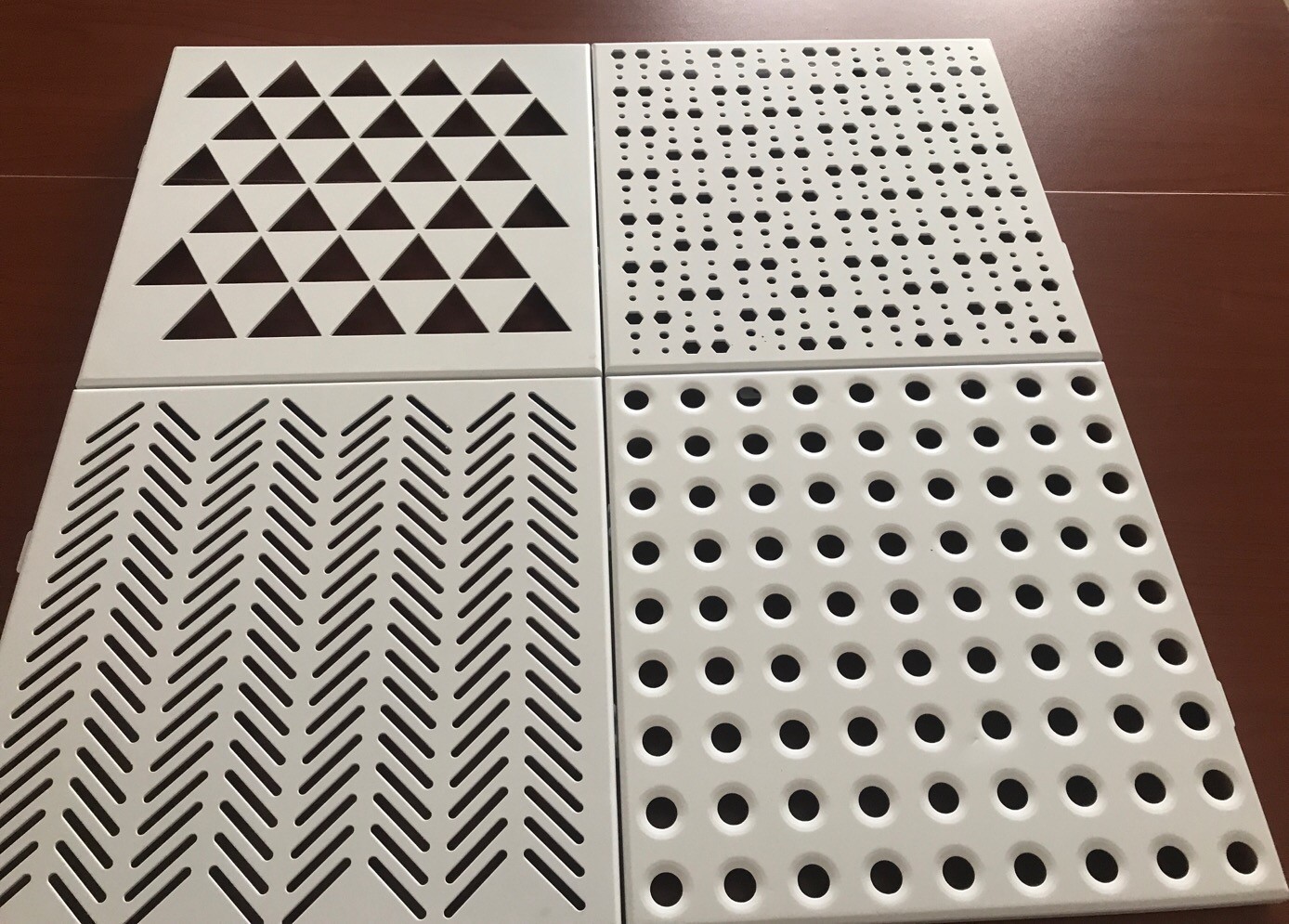
造型铝单板也被称为 异型铝单板 造型铝单板也被成为异型铝单板,通常是指一些造型复杂、通过繁琐工艺加工成型的板材,专业铝单板厂家根据特定的设计要求,采用精密加工工艺,通过裁料
铝单板价格明细表汇总:铝板多少钱一平方米? 在铝单板价格明细表中可以看出不同厚度的价格差异。而铝单板多少钱一平方米?这得根据铝单板价格计算公式来算出其价格的变动,以2mm氟碳
常州筑耀幕墙材料有限公司是一家专业的铝单板生产厂家,主要致力于铝单板幕墙,氟碳铝单板,木纹,仿石材铝单板,镂空
常州筑耀幕墙材料有限公司是一家专业的铝单板生产厂家,主要致力于铝单板幕墙,氟碳铝单板,木纹,仿石材铝单板,镂空
常州筑耀幕墙材料有限公司是一家专业的铝单板生产厂家,主要致力于铝单板幕墙,氟碳铝单板,木纹,仿石材铝单板,镂空
4mm铝单板价格 4.0mm厚铝单板价格一般在255-295元之间。铝单板价格没有一个固定的标准,必须要知道你需求的参数或者标的,这样才更加方面及直观的了解4.0mm铝单板价格,而铝单板厂家
铝单板表面石纹是怎么做出来的?有哪些加工工艺? 铝板表面的石纹木纹,是通过热转印技术加工而成的,产品成型以后,表面喷上接近的底色,然后贴上木纹纸,在用真空膜包装,抽空气,
常州筑耀幕墙材料有限公司是一家专业的铝单板生产厂家,主要致力于铝单板幕墙,氟碳铝单板,木纹,仿石材铝单板,镂空
常州筑耀幕墙材料有限公司是一家专业的铝单板生产厂家,主要致力于铝单板幕墙,氟碳铝单板,木纹,仿石材铝单板,镂空
常州筑耀幕墙材料有限公司是一家专业的铝单板生产厂家,主要致力于铝单板幕墙,氟碳铝单板,木纹,仿石材铝单板,镂空